Friction Welding Sheet Metal
Friction Stir Welding Expands Its Reach 2017 10 12 Assembly Magazine

Welding With Friction Welding Productivity

Friction Stir Welding Effectively Seals Aluminum Parts

Friction Stir Welding Of Aluminum Profiles Youtube

Joining Of Automotive Sheet Materials By Friction Based Welding Methods A Review Sciencedirect

What Is Friction Welding Its Advantages Disadvantages Studentlesson
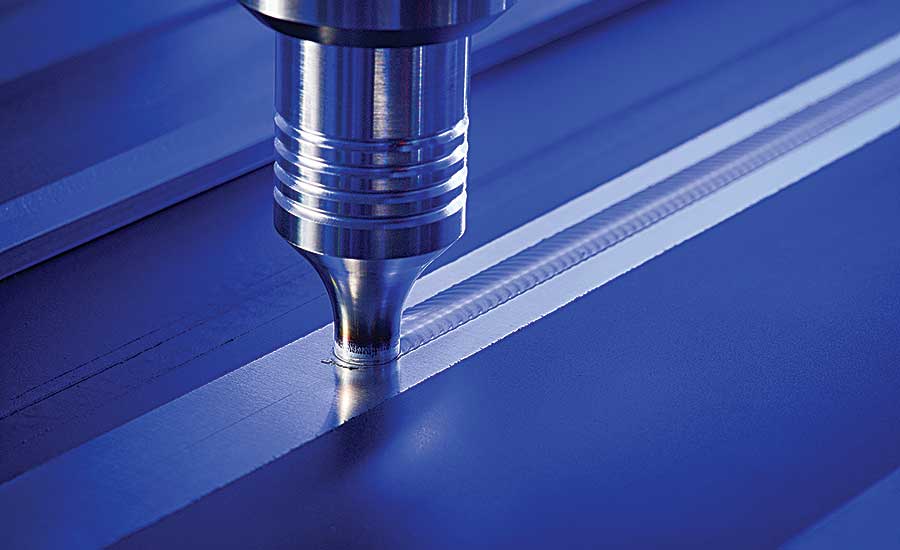
The machine controlled friction weld process as shown here is consistent and reliable eliminating huma.
Friction welding sheet metal.

All Geometry Sample Parts Mti Welding
Faqs Friction Stir Welding

Solid State Welding An Overview Sciencedirect Topics

Tool Assisted Friction Welding A Fsw Related Technique For The Linear Lap Welding Of Very Thin Steel Plates Sciencedirect
Innojoin Development And Evaluation Of Advanced Welding Technologies For Multi Material Design With Dissimilar Sheet Metals Belgian Welding Institute Npo

Friction Welding Process And Its Various Application Techminy

Friction Stir Welding Friction Welding Commonly Known As Spin Welding Is A Controlled Machining Process For Joi Friction Stir Welding Welding Welding Table

Rotational Friction Welding Joins Parts Traditional Welding Can T Handle Machine Design

Friction Welding An Overview Sciencedirect Topics
Linear Friction Welding Acb An Aries Alliance Company

Friction Stir Welding Joining Aluminium L Hufschmied
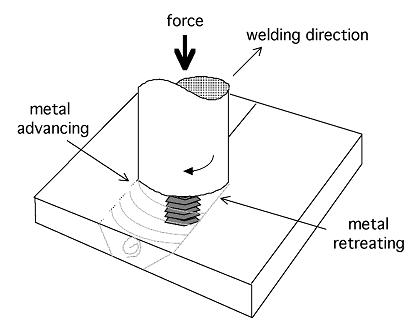
Friction Stir Welding

Friction Stir Welding

3 Important Questions When Considering Advanced Welding Processes Welding Process Sheet Metal Fabrication This Or That Questions

Friction Spinning Principle Behind The Sheet Metal Forming Process Download Scientific Diagram

Alumnium Welded Parts Fabrications Alumniumweldedpartsfabrications Alumnium Welded Parts Sheet Metal Fabrication Metal Fabrication Tools Aluminum Fabrication

Non Arc Welding Processes Resistance Weld High Energy Density Ppt Download

Friction Stir Welding Of Lapped Aa7050 Sheets Youtube
1

Effect Of Friction Welding Condition On Joining Phenomena And Mechanical Properties Of Friction Welded Joint Between 6063 Aluminium Alloy And Aisi 304 Stainless Steel Sciencedirect

Metals Free Full Text 3d Modelling Of Flash Formation In Linear Friction Welded 30crnimo8 Steel Chain Html

Development And Testing Of Fixtures For Friction Stir Welding Of Thin Aluminium Sheets Sciencedirect

Micro Friction Stir Welding Of Ultra Thin Al 6061 Sheets Sciencedirect
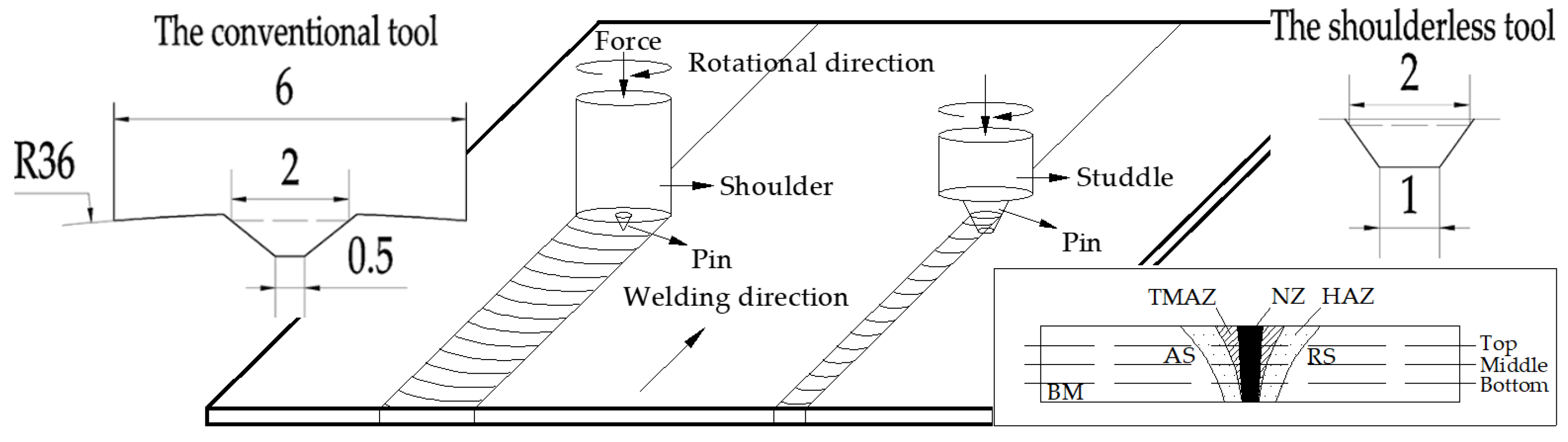
Metals Free Full Text A Study On Microstructure And Mechanical Properties Of Micro Friction Stir Welded Ultra Thin Al 1060 Sheets By The Shoulderless Tool Html
Source : pinterest.com
